

最先端の溶射技術
『溶射』とは・・・・・
コーティング材料を加熱して溶融もしくは軟化させ、微粒子状にして加速し、被覆対象表面に衝突させて扁平に潰れた粒子を凝固・堆積させることにより皮膜を形成する表面改質技術です。
具体的にはコーティング材料として金属、合金、セラミック等の材料を、熱源を用いて溶解噴射し、母材表面に強度のある皮膜をつくる技術です。
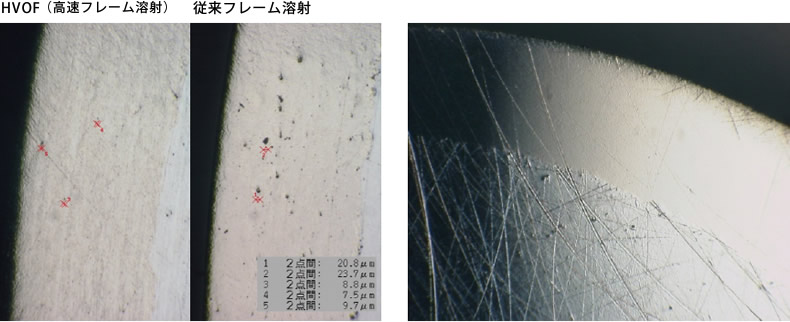
特に自溶性合金は、溶射法によって基材表面にNiやCo基の合金の皮膜形成後、温度を1000~1100℃に加熱溶融することによって、皮膜内の気孔が少なく、かつ基材との密着力が高い溶射皮膜を形成することができます。三和鉄工所ではより緻密で密着力の高い皮膜を得るため自溶性合金の溶射に高速フレーム溶射法(HVOF)を採用しております。
また、長年にわたり培ってきた豊富な経験と技術ノウハウにより最適な溶射材料、溶射方法をご提案させていただいています。
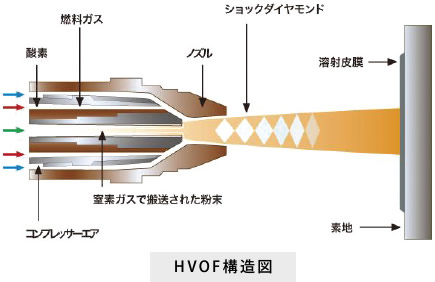
HVOF(高速フレーム)溶射の特徴
- 溶射フレームは音速の4 ~ 7 倍
- 基材の熱影響が少ない
- 溶射材料の選択肢が広い
- 溶射皮膜の表面はなめらか
- 成膜速度が速い
- 耐摩耗性、断熱性、耐食性が優れている
プランジャー断面写真
Coating Technology for glass mould parts
自溶性合金成分表
| 区分 | 名称 | 化学成分(%) | 硬度 (HRC) |
溶融温度 (℃) |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | B | Ni | Cr | Fe | W | Co | ||||
| ニッケル 自溶合金 |
コルモノイ#4 | 0.4 | 2.8 | 2.1 | Bal | 10 | 2.5 | - | 35-40 | 1105 | |
| コルモノイ#5 | 0.45 | 3.3 | 2.1 | Bal | 13.8 | 4.8 | - | 45-50 | 1065 | ||
| コルモノイ#6 | 0.7 | 4.25 | 3 | Bal | 14.3 | 4 | - | 56-61 | 1040 | ||
| コルモノイ#88 | 0.8 | 4 | 3 | Bal | 15 | 3.5 | 17.3 | 59-64 | 1180 | ||
| コバルト 自溶合金 |
ステライト(SF12相当) | 1.1 | 2.8 | 1.8 | 12.5 | 19.1 | 3.2 | 9 | Bal | 45-50 | 1150 |
